
Many could be retrofitted by drilling and tapping the bosses that were cast in place but not drilled and taped, but I think the early 2V engines did not even have the cast bosses but the later 2V engines had the cast Bosses but not the 4 bolt Caps.
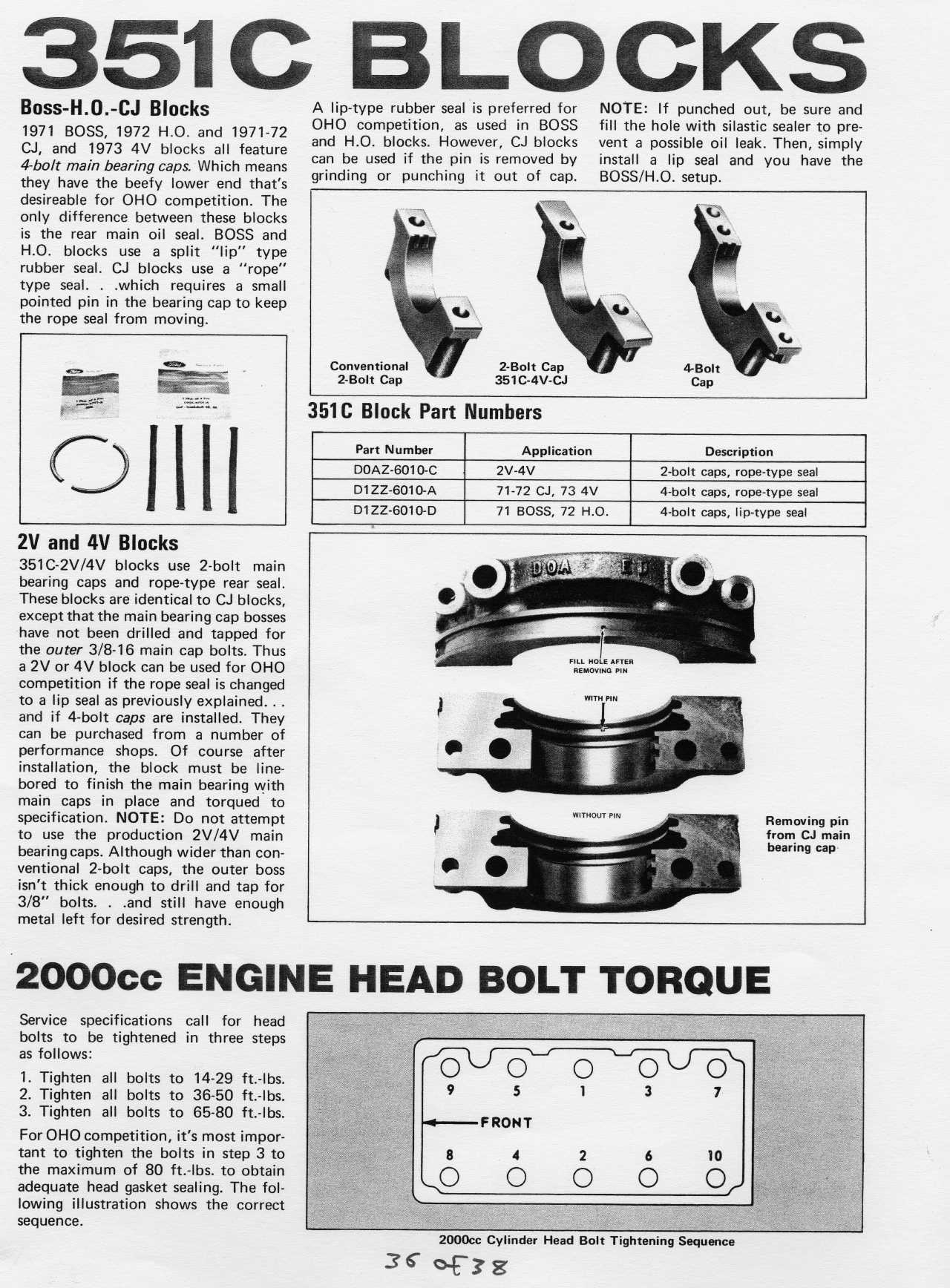
To convert a 2 bolt main 351C block to a 4 bolt main, you want to use 4 bolt main caps and align hone afterward. The outer boss on 2 bolt main caps isn't thick enough to drill for the outboard 3/8" bolts. See the attached Ford bulletin for details.
So I know there were running block casting changes.
The Cleveland facility was state of the art at the time, and that is why
Yes, there were a number of running casting changes. The second letter of a casting number like DOAE-J corresponds to the year of the introduction or revision. The suffix letter after the dash indicates the change level of a part, regardless of whether it is applied to the casting, the finished part or the service part. the Australian Blocks were cast heavier because the Aussie¹s could not hold the precision in casting that the Cleveland folks did. There were several varieties of Australian 351C blocks (blue, black, pillow, XE). My Aussie 2 bolt main blue block had no Cleveland Foundry marks but had a D2AE-CA casting number, the same as one of my 4 bolt main U.S. blocks and was a thin wall casting with scalloped pan rail just like the U.S. blocks. Bare, clean, with main caps and a standard bore, that block weighed in at 172 lbs on a bathroom scale. A 0.030" over U.S. block weighed in at 170 lbs on the same scale. As I understand it, the U.S. tooling was shipped to Australia after Ford ceased production in Cleveland. Prior to that, the Australians imported their 351Cs. My 4 bolt main XE blocks were heavier and cast thicker but not because they couldn't hold the precision but because they were cast as race blocks. Two batches of XE192540 race blocks were cast at the Geelong foundry in Australia. The first batch of XE blocks were manufactured in 1975 and were available over the counter, if you knew enough to ask for the right part number and had the cash. They were listed under the catalog part number D1ZZ-6010-T and were quite expensive for the time, about $1500 in 1976. The blocks were completely machined, except for the cylinder bores which were semi-finished, being rough-bored at 3.990". A number of these blocks were shipped to Holman and Moody and Gapp and Roush. Holman and Moody used to list these blocks under the part number D6HM-6010-1. A second batch was commissioned when Ford (U.S.) decided to get back into racing in the early 1980's with the formation of the SVO program. These were manufactured during 1982 and 1983. There were quite a few of the second batch that didn't meet minimum specs with respect to core shift and other defects. Some of these blocks were subsequently transferred to the standard machining production line and were sometimes fitted with two bolt main bearing caps (depending on when they were discovered to be defective) for use in a standard production engine in Australia. The blocks that passed inspection were originally listed in the U.S. SVO catalog under the part number M-6015-A3 with a list price of around $900. I've had one of each batch of blocks. Both of my blocks carried the XE192540 part number but I've seen XE182540 part numbers as well. One had a 5M2 date code (December 2, 1975) and a 1975 in a circle and the other had a "24C2" date code which would indicate it was cast on 24 March, 1982. Neither had Siamese bores but they did have thicker, non-contoured main bearing webs, a thicker non-sculpted block skirt (oil pan rail), beefier high nodular iron four bolt main caps, and thicker cylinder walls. I weighed one of my bare XE blocks with caps at 181 lbs. It was bored to 4.030". Oddly, there were SK iron blocks that had Siamese bores but retained the scalloped pan rails and main webs of the standard production 351C blocks. When I sold Kaase my first XE block (the one he won the 2004 Engine Masters Competition with), he said it wasn't uncommon to have one cylinder with a thin spot needing a sleeve. He still had an Siamese bore SK block but wanted my XE block since the EMC dyno pulls started at 2500 RPM and he was afraid he'd spit his custom Sonny Bryant crank out the bottom if he rattled the mains on the scalloped main SK block. Dan Jones On Tue, Jun 21, 2016 at 12:05 PM, Larry Stock <larrys@panteraparts.com> wrote:
The earlier 351C 4V blocks typically did not have 4 bolt mains. Many could be retrofitted by drilling and tapping the bosses that were cast in place but not drilled and taped, but I think the early 2V engines did not even have the cast bosses but the later 2V engines had the cast Bosses but not the 4 bolt Caps. So I know there were running block casting changes. The Cleveland facility was state of the art at the time, and that is why the Australian Blocks were cast heavier because the Aussie¹s could not hold the precision in casting that the Cleveland folks did. Cleveland folks cast them pretty thin walled and light, which is why core shift is such an issue. I don¹t know if anyone is on the list that could comment as to what and when those casting changes went into effect? Larry
On 6/21/16, 9:20 AM, "DeTomaso on behalf of Daniel C Jones" <detomaso-bounces@server.detomasolist.com on behalf of daniel.c.jones2@gmail.com> wrote:
That's just weird.A ?!? I wonder what the real difference is there. A A A Any ideas?A Maybe something Dan Jones could speak to? I don't know of any design differences between early and late (D2AE) blocks that would account for hot starting.A FWIW, two of my D2AE 4 bolt main blocks had hard starting when warm.A One was due to tight fitting swap headers (351C in 1966 Mustang 2+2 fastback) cooking the full size starter.A The other was in my second 1974 Pantera but that was due to the 30+ year old starter windings.A Both went away with mini starters. Things that would make starting harder would be poor grounds, tighter clearances/heavier oil viscosity and higher cranking compression.A Later short blocks were low compression so would be easier to crank over. Dan Jones
Detomaso Forum NO LONGER Managed by POCA Posted emails must not exceed 1.5 Megabytes DeTomaso mailing list DeTomaso@server.detomasolist.com http://server.detomasolist.com/mailman/listinfo/detomaso
To manage your subscription (change email address, unsubscribe, etc.) use the links above.
Members who post to this list grant license to the list to forward any message posted here to all past, current, or future members of the list. They also grant the list owner permission to maintain an archive or approve the archiving of list messages.
Many could be retrofitted by drilling and tapping the bosses that were cast in place but not drilled and taped, but I think the early 2V engines did not even have the cast bosses but the later 2V engines had
So I know there were running block casting changes. Yes, there were a number of running casting changes.A The second letter of a casting number like DOAE-J corresponds to the year of the introduction or revision.A The suffix letter after the dash indicates
The Cleveland facility was state of the art at the time, and that is why the Australian Blocks were cast heavier because the AussieA^1s could not hold the precision in casting that the Cleveland folks did. There were several varieties of Australian 351C blocks (blue, black,
_______________________________________________
Detomaso Forum NO LONGER Managed by POCA Posted emails must not exceed 1.5 Megabytes DeTomaso mailing list [4]DeTomaso@server.detomasolist.com [5]http://server.detomasolist.com/mailman/listinfo/detomaso
To manage your subscription (change email address, unsubscribe, etc.) use the links above.
Members who post to this list grant license to the list to forward any message posted here to all past, current, or future members of the
the cast Bosses but not the 4 bolt Caps. To convert a 2 bolt main 351C block to a 4 bolt main, you want to use 4 bolt main caps and align hone afterward.A The outer boss on 2 bolt main caps isn't thick enough to drill for the outboard 3/8" bolts.A See the attached Ford bulletin for details. the change level of a part, regardless of whether it is applied to the casting, the finished part or the service part. pillow, XE).A My Aussie 2 bolt main blue block had no Cleveland Foundry marks but had a D2AE-CA casting number, the same as one of my 4 bolt main U.S. blocks and was a thin wall casting with scalloped pan rail just like the U.S. blocks.A Bare, clean, with main caps and a standard bore, that block weighed in at 172 lbs on a bathroom scale.A A 0.030" over U.S. block weighed in at 170 lbs on the same scale.A As I understand it, the U.S. tooling was shipped to Australia after Ford ceased production in Cleveland.A Prior to that, the Australians imported their 351Cs.A My 4 bolt main XE blocks were heavier and cast thicker but not because they couldn't hold the precision but because they were cast as race blocks.A Two batches of XE192540 race blocks were cast at the Geelong foundry in Australia.A The first batch of XE blocks were manufactured in 1975 and were available over the counter, if you knew enough to ask for the right part number and had the cash.A They were listed under the catalog part number D1ZZ-6010-T and were quite expensive for the time, about $1500 in 1976.A The blocks were completely machined, except for the cylinder bores which were semi-finished, being rough-bored at 3.990".A A number of these blocks were shipped to Holman and Moody and Gapp and Roush.A Holman and Moody used to list these blocks under the part number D6HM-6010-1. A second batch was commissioned when Ford (U.S.) decided to get back into racing in the early 1980's with the formation of the SVO program.A These were manufactured during 1982 and 1983.A There were quite a few of the second batch that didn't meet minimum specs with respect to core shift and other defects.A Some of these blocks were subsequently transferred to the standard machining production line and were sometimes fitted with two bolt main bearing caps (depending on when they were discovered to be defective) for use in a standard production engine in Australia.A The blocks that passed inspection were originally listed in the U.S. SVO catalog under the part number M-6015-A3 with a list price of around $900. I've had one of each batch of blocks.A Both of my blocks carried the XE192540 part number but I've seen XE182540 part numbers as well. One had a 5M2 date code (December 2, 1975) and a 1975 in a circle and the other had a "24C2" date code which would indicate it was cast on 24 March, 1982.A Neither had Siamese bores but they did have thicker, non-contoured main bearing webs, a thicker non-sculpted block skirt (oil pan rail), beefier high nodular iron four bolt main caps, and thicker cylinder walls.A I weighed one of my bare XE blocks with caps at 181 lbs.A It was bored to 4.030".A Oddly, there were SK iron blocks that had Siamese bores but retained the scalloped pan rails and main webs of the standard production 351C blocks.A When I sold Kaase my first XE block (the one he won the 2004 Engine Masters Competition with), he said it wasn't uncommon to have one cylinder with a thin spot needing a sleeve.A He still had an Siamese bore SK block but wanted my XE block since the EMC dyno pulls started at 2500 RPM and he was afraid he'd spit his custom Sonny Bryant crank out the bottom if he rattled the mains on the scalloped main SK block. Dan Jones On Tue, Jun 21, 2016 at 12:05 PM, Larry Stock <[1]larrys@panteraparts.com> wrote: The earlier 351C 4V blocks typically did not have 4 bolt mains. Many could be retrofitted by drilling and tapping the bosses that were cast in place but not drilled and taped, but I think the early 2V engines did not even have the cast bosses but the later 2V engines had the cast Bosses but not the 4 bolt Caps. So I know there were running block casting changes. The Cleveland facility was state of the art at the time, and that is why the Australian Blocks were cast heavier because the AussieA^1s could not hold the precision in casting that the Cleveland folks did. Cleveland folks cast them pretty thin walled and light, which is why core shift is such an issue. I donA^1t know if anyone is on the list that could comment as to what and when those casting changes went into effect? Larry On 6/21/16, 9:20 AM, "DeTomaso on behalf of Daniel C Jones" <[2]detomaso-bounces@server.detomasolist.com on behalf of [3]daniel.c.jones2@gmail.com> wrote: >A A > That's just weird.AA ?!? I wonder what the real difference is there. >A A >A A AA Any ideas?AA Maybe something Dan Jones could speak to? >A A I don't know of any design differences between early and late (D2AE) >A A blocks that would account for hot starting.AA FWIW, two of my D2AE 4 >A A bolt main blocks had hard starting when warm.AA One was due to tight >A A fitting swap headers (351C in 1966 Mustang 2+2 fastback) cooking the >A A full size starter.AA The other was in my second 1974 Pantera but that >A A was due to the 30+ year old starter windings.AA Both went away with >A A mini starters. >A A Things that would make starting harder would be poor grounds, tighter >A A clearances/heavier oil viscosity and higher cranking compression.A >A A Later short blocks were low compression so would be easier to crank >A A over. >A A Dan Jones list.
They also grant the list owner permission to maintain an archive or approve the archiving of list messages.
References 1. mailto:larrys@panteraparts.com 2. mailto:detomaso-bounces@server.detomasolist.com 3. mailto:daniel.c.jones2@gmail.com 4. mailto:DeTomaso@server.detomasolist.com 5. http://server.detomasolist.com/mailman/listinfo/detomaso
{kind=link}